本公司是一家專門從事各類復合金屬、熱雙金屬、4J36、4J42、invar36等合金材料及精密不銹鋼帶軋制(零件),以及精密金屬裝備設計的創新型技術企業。根據客戶要求或實際應用情況來設計組元合金、復合結構以及加工工藝,制作出滿足客戶要求的高品質產品。同時在原有產品基礎上,公司擁有開發與設計新材料(應用)的能力,能為客戶定制專業的或特殊的應用功能產品。
公司建立了完善的質量保證體系,嚴格遵守國家政策及環保相關指令,為客戶提供安全綠色產品。 公司宗旨是讓產品更具競爭力、為客戶持續創造價值、贏取客戶信賴。我們將一直以一流品質和優良的售后服務竭誠為您服務!
彈性模量(E):
退火態,棒料&帶材: 20.5 X 103 ksi
冷軋: 21.5 X 103 ksi
電阻(70°F):495.0 ohm-cir-mil/ft
電阻的溫度系數(70-212°F):6.11 X 10-4ohm/ohm/°F
居里溫度:535°F
熔距:2600°F
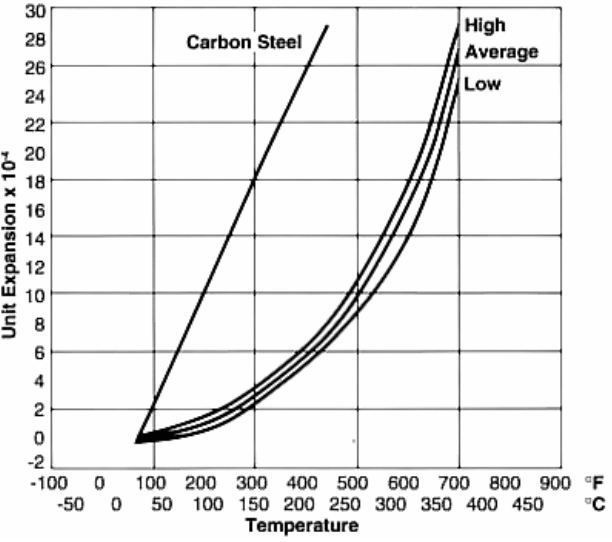
熱膨脹曲線對比圖 Invar36 VS 碳鋼
磁性:DC磁通量曲線
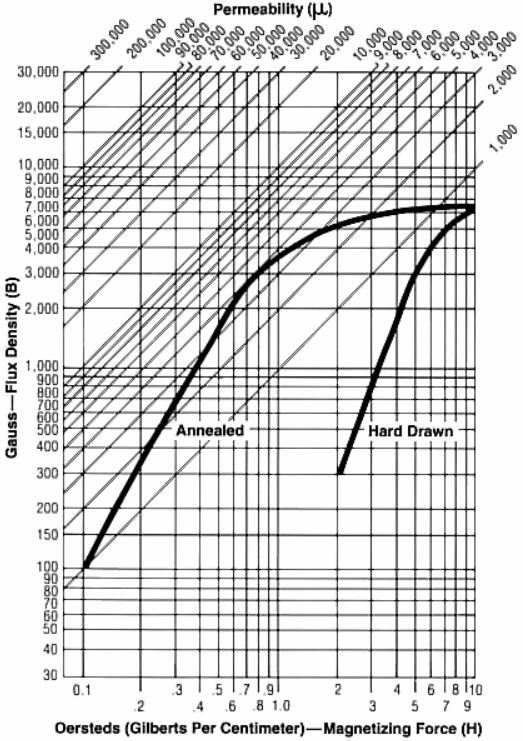
磁通量 VS 溫度特性
材料為退火態。H=5 oersted
機械性能

熱處理
優化尺寸穩定性的熱處理
冷作加工的應力會導致尺寸穩定性輕微變化,這種變化與時間和溫度相關。
為了優化尺寸穩定性,可將材料加熱至815°C,保溫30分鐘/厚度in,水淬,然后重新加熱至315°C,保溫1個小時,最后空冷。
退火
加熱至790°C,保溫30分鐘/厚度in,然后空冷。溫度超過538°C時可以去除冷作應力。溫度越高,退火態硬度則越低,如下表所示。
樣件保溫5分鐘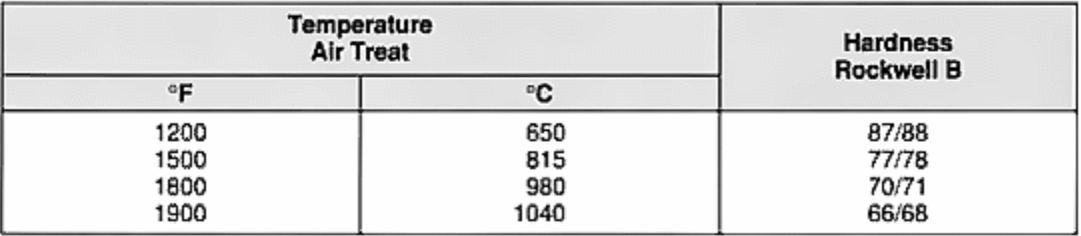
加工性能
鍛造需要注意的是加熱要快,避免長時間放置在爐中。如果加熱時間過長,材料吸收氣室中的硫和氧化物會產生表面龜裂。鍛造溫度為1100-1180°C。
落料和成型加工
落料加工宜采用硬度為Rockwell B90的材料。深沖壓加工宜采用硬度為Rockewell B75的退火態帶材。
磨削和拋光
請用金剛砂輪,最好用不加負荷的柔性砂輪。拋光處理宜采用No.80 砂礫起步。
焊接
Invar36適用于常規的焊接方法。需要注意的是不能過度加熱至熔態,以避免熔態金屬濺落,在焊接區域形成坑洞。如需焊條,需用Invar材料的焊條。
釬焊
銀合金和不含鋅的合金可用于Invar36的釬焊。釬焊前,Invar36需做退火。注意焊點位置的設計,避免Invar36在釬焊過程中處于受拉狀態。
電鍍
可用處理黑色合金的方法對Invar36進行鍍鉻,鍍鎘,鍍鎳和鍍鋅的處理。








干燒片

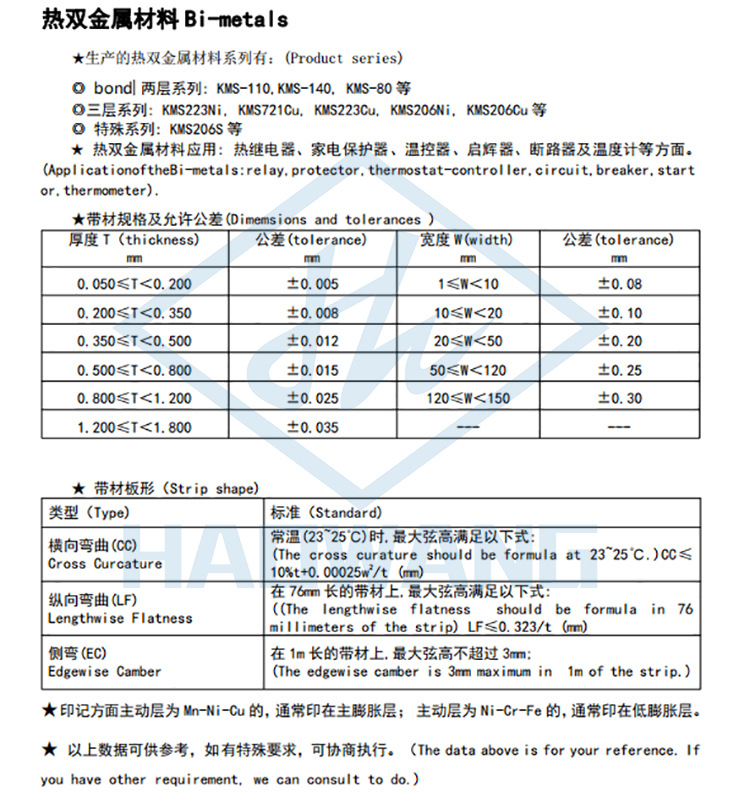
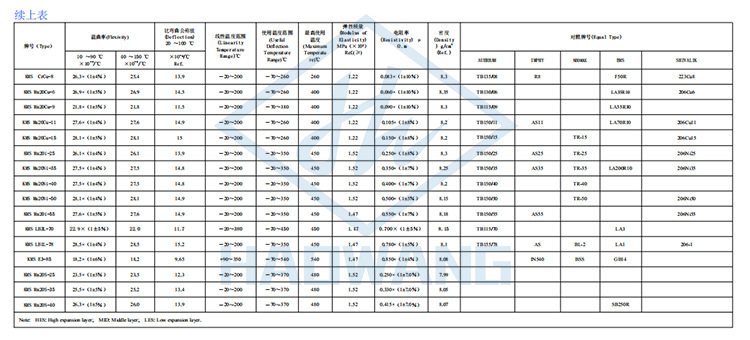
復合金材料